
Call us : +91-9913401282

The Taskmaster High Velocity Oxygen Fuel thermal spray process provides High Density coatings with almost Negligible Porosity levels

Quantity : 1 Process
Price : 1
Thermal Spray Process
|
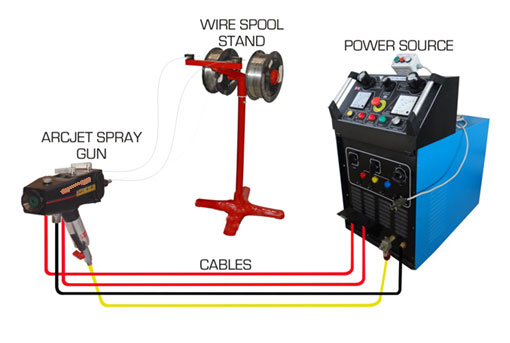
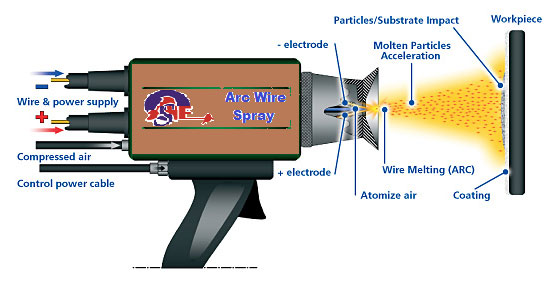
Electric arc spraying is a thermal spraying process that uses an electric arc between two consumable electrodes of the surfacing materials as the heat source. A compressed gas atomizes and propels the molten material to the workpiece. The principle of this process is shown by figure. The two consumable electrode wires are fed by a wire feeder to bring them together at an angle of approximately 30 degrees and to maintain an arc between them. A compressed air jet is located behind and directly in line with the intersecting wires. The wires melt in the arc and the jet of air atomizes the melted metal and propels the fine molten particles to the workpiece. The power source for producing the arc is a direct-current constant-voltage welding machine. The wire feeder is similar to that used for gas metal arc welding except that it feeds two wires. The gun can be hand held or mounted in a holding and movement mechanism. The part or the gun is moved with respect to the other to provide a coating surface on the part.
The high temperature of the arc melts the electrode wire faster and deposits particles having higher heat content and greater fluidity than the flame spraying process. The deposition rates are from 3 to 5 times greater and the bond strength is greater 5000-7000 PSI. There is coalescence in addition to the mechanical bond. The deposit is denser and coating strength is greater than when using flame spraying.
Dry compressed air is used for atomizing and propelling the molten metal. A pressure of 80 psi and from 30 to 80 cu ft/min (0.85 to 2.27 cu m/min) is used. Almost any metal that can be drawn into a wire can be sprayed. Following are metals that are arc sprayed: aluminum, babbitt, brass, bronze, copper, molybdenum, Monel, nickel, stainless steel, carbon steel, tin, and zinc.
Flame spraying is a thermal spraying process that uses an oxy-fuel gas flame as a source of heat for melting the coating material. Compressed air is usually used for atomizing and propelling the material to the work piece. There are two variations: one uses metal in wire form and the other uses materials in powder form. The method of flame spraying which uses powder is sometimes known as powder fl[..]
The Basics : All thermal spraying processes rely on the same principle of heating a feed stock, (Powder or Wire) and accelerating it to a high velocity and then allowing the particles to strike the substrate. The particles will then deform and freeze onto the substrate. The coating is formed when millions of particles are deposited on top of each other. These particles are bonded by the subst[..]
Electric arc spraying is a thermal spraying process that uses an electric arc between two consumable electrodes of the surfacing materials as the heat source. A compressed gas atomizes and propels the molten material to the workpiece. The principle of this process is shown by figure. The two consumable electrode wires are fed by a wire feeder to bring them together at an angle of approximatel[..]
Our company PROCURED WORLD LATEST HVOF SYSTEM FROM TAFA - PRAXAIR Excellence Flame Velocity & Particle Velocity. FLAME TEMPERATURE DURING COATING around 3,000 °C and high bond strength 10,000 psi – HVOF is the latest thermal spray system which is getting wide acceptance worldwide because it finds diverse applications in a cross section of industries. Coatings applied by our HP/HVOF [..]
